

采用吹塑法生产聚丙烯薄膜,几乎都是下吹式,并将薄膜引入水中进行冷却。其生产流程如图5-13,主要由挤出机、机头、冷却水环、牵引辊、干燥装置和卷取装置六个部分组成。
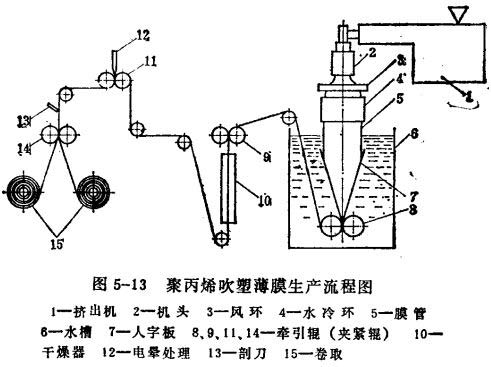
聚丙烯吹塑薄膜生产流程
挤出机的螺杆设计无特殊要求,突变与渐变压缩型螺杆均可,以能获得压力和温度均一的熔体为准则,其直径为30~65mm。长径比L/D大于聚乙烯听用的螺杆,一般为20~26,至少也应在20以上。压缩比3~4。均化段以稍长些为宜,即L1=10D,L2=4~6D,L3=9~11D。
模具尺寸由挤出机能力、薄膜规格而定。更换机头和水冷环即可得到不同规格的薄膜。聚丙烯薄膜的吹胀比聚乙烯薄膜小得多,一般为1~2。模具的结构以十字形和螺旋式为主。
泡管的冷却是吹制聚丙烯薄膜的一个重要环节。聚丙烯是一种高结晶形树脂,挤出后的冷却情况不同,薄膜的透明度和物理性能有很大差异。缓慢冷却,形成单斜晶系,并且结晶度高,球晶增加。因此透明度差,薄膜发脆;快速冷却,单斜晶少,六方晶多,并且晶格较小,故薄膜透明度高,手感好。