

轮胎成型是斜交轮胎生产工艺中最重要的一道工序,其主要功能是在成型机上按照轮胎工艺结构图的要求将各种轮胎"零部件"组装在一起。成型质量的好坏将直接影响到成品轮胎的品质,而设备是影响轮胎成型品质的一个重要因素。在对LEB斜交胎成型机进行技术改进的基础上制造的LCJ2024-2C载重斜交胎成型机,自2001年3月份开始安装、调试,并投进生产,使用至今运行状况良好,均匀6min可成型一条轮胎(以11.00-20为例),所成型的胎坯经检验合格率为100%。以下就该机所采用的PLC控制系统进行简单阐述。
2.PLC控制系统
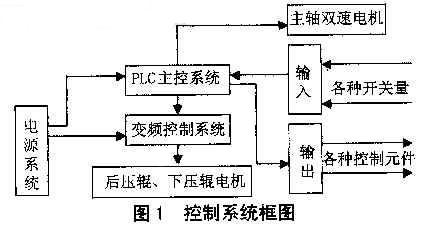
2.1PLC控制系统的作用
PLC控制系统在该成型机中的控制作用如图1所示。
2.2PLC的型号和特点
该机电气控制系统选用日本三菱公司FX2N-128MR型PLC作为控制系统的核心,实现对成型机各种控制元件复杂的逻辑与时序控制,使设备整体运转实现了硬件线路少、故障率低的程序化控制。FX2N-128MR型PLC有64个输进点和64个输出点,体积小,只需占用较小的空间,维护方便,具有较高的可靠性和较强的适应性,且能参照PLC上的输进/输出点指示,为在较短时间内迅速查找、判定故障提供了可能。可以通过便携式手编程器(FX-20P-E)或装有FXES软件包的便携式计算机对PLC控制程序进行读、写、查询、修改、监控等操纵,而且该软件包还有加密功能,可有效防止非法阅读和修改软件。
2.3PLC的系统配置
该PLC控制系统共使用42点输进,其中自动、手动旋钮1点,步进、步退按钮2点,布筒选择按钮1点,原点复位按钮1点,暂停/复位旋钮1点,张、折鼓旋钮2点,成型棒进退旋钮1点,扣圈盘进退旋钮1点,正包旋钮1点,动作计数4点,下压辊动作7点,后压辊动作14点,胎面架动作3点,主轴动作3点:使用35点输出,其中自动、手动指示2点,布筒指示3点,胎面架指示1点,张、折鼓2点,扣圈盘动作1点,成型棒进1点,主轴动作3点,正包动作1点,后压辊动作12点,下压辊动作6点,胎面架动作3点。
2.4PLC控制系统的改进
由于电气控制系统没有采用可视人机界面,为了便于维护,在PLC梯形图程序中采用逻辑控制方式,根据生产实际需要,设置了生产六种不同规格轮胎的参数,采用拨码盘选序,拨码盘上1、2、3、4、5、6分别表示选定事先设定的相应轮胎生产规格。采取这一方法,在成型机更换规格生产时,只要更换成型鼓和扣圈盘,而不需要用编程设备对PLC控制程序和参数进行修改,也避免了用"原始"的调整后压辊和下压辊原点位置的方法对设备零部件精密度造成负面影响。
下压辊和后压辊的径向、轴向和旋转采用传感器发出脉冲计数,由PLC控制,径向、轴向运动的平面导轨副全部改用转动直线导轨副,在一定程度上进步了设备的精度,延长了设备的使用寿命,减少了维修工作量。
2.5变频调速系统
该电气控制系统采用韩国三星公司生产的MOSCON-E5型变频调速系统,根据生产工艺要求,可方便、灵活地随时调整后压辊的旋转滚压速度和用高、低压两种压力对鼓面进行滚压,可进步成型质量,使之产品质量更好、外观更完美。
3.轮胎成型工艺流程
以成型11.00-20斜交胎为例的主要成型工艺流程如图2所示。
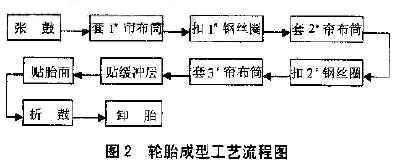
由于整个轮胎成型控制过程复杂,控制程序冗长,鉴于篇幅有限,这里仅对轮胎成型(以11.00-20为例)中动作难度最大的工序-套2#帘布筒的控制过程进行简单阐述。
采用成型棒上帘布筒的方式将2#帘布筒套上成型鼓后,主机正转,下压辊加高压滚压成型鼓面且缓慢分开,传感器发出脉冲计数。后压辊径向、轴向和旋转运动至设定位置、下压辊合位后加压,径向、轴向、旋转传感器脉冲计数,主机反转,压辊包边至能扣钢丝圈的合适位置,后压辊失压,扣圈盘进扣钢丝圈,扣圈盘退位后,再手工翻帘布筒(不需要用力反包,只要把帘布筒的反包部分翻至与钢丝圈呈90°位置即可),后压辊动作至钢丝圈边沿帘布筒内(胎肩部分),然后加压动作,进行后压辊压轮自动反包,完成动作后失压并复位原点。
为防止发生碰撞损坏设备,后压辊和下压辊、扣圈盘动作接触成型鼓时应有严格的控制和界限(由PLC控制)。为防止出现打褶、起皱和钢丝圈定位不正等现象,系统设置了自动和手动两种切换功能,出现意外情况时立即采取相应措施。
同时,该机摆脱了以往用手工翻帘布筒反包、劳动强度大的缺点,首次尝试使用后压辊压轮反包,这对PLC控制系统也提出了较高的要求。
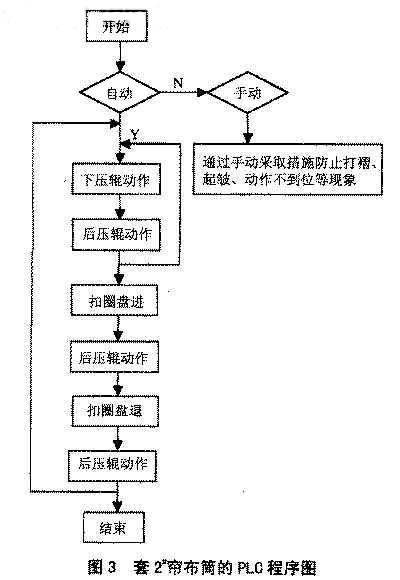
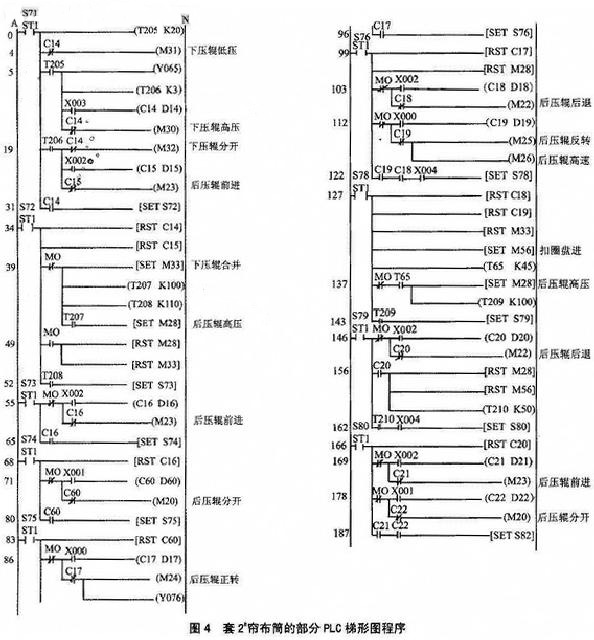
4.PLC软件编程
以套2#帘布筒为例,PLC的控制程序和部分PLC梯形图程序分别见图3和图4,软件编程按此原则进行。
5.PLC控制系统的局限
(1)该机控制系统没有采用与PLC控制系统相匹配的可视触摸屏,以至于设置参数部分的控制程序冗长,不便于保养职员的日常维护。
(2)该机使用拨码盘选序更换生产规格,由于拨码盘轻易损坏,可能导致PLC控制失灵。
6.结论
LCJ2024-2C载重斜交胎成型机由于采用了性能可靠的电气控制系统,采用性能更为良好的设备部件和气缸驱动主轴从而达到张、折鼓的目的,较LEB成型机有了较大的突破,结构公道、性能稳定、价格适中,相信能做为一款经济、实用的好机型在轮胎成型生产中得以广泛应用。