

刮墨系统是凹版印刷机的一个重要部分,其作用主要是将版辊表面多余的油墨刮掉,使版辊网穴内留下一定量的油墨。这些油墨在印刷压力作用下转移到印刷薄膜上,从而使图案得以再现。刮墨系统是保证版辊精确转移油墨到薄膜的关键,是保证印刷质量的关键。因此,凹版印刷机刮墨系统的正确使用至关重要。
一、刮墨系统的组成及刮刀片的选择
刮墨系统主要由刮刀窜动装置、刮刀升降装置、刮刀角度调整装置、刮刀夹板装置四部分组成。刮刀是影响印刷质量的重要因素,而刮刀片是整个刮墨系统的关键。刮刀片应具有足够的弹性,以便在刮墨过程中瞬间恢复到原位。刮刀片的弹性主要取决于刮刀片的材质,同时还受到刮刀片的厚度和刮刀夹板等因素的影响。刮刀片的厚度通常为0.10~0.25mm,硬度为维氏硬度(HV)500~600。刮刀片太厚缺乏弹性,刮不干净油墨。刮刀片太薄,则磨损较快,易出现刀线等印刷缺陷。刮刀片硬度过高,会使版辊磨损加快,缩短版辊使用寿命,刮刀片过软会使刮刀片磨损严重。因此刮刀片的硬度应以不损伤版辊又能刮干净非图文部分的油墨为最佳。刮刀片的硬度大约为版辊铬层硬度的1/2,例如版辊铬层硬度一般是维氏硬度(HV)1100左右,刮刀片硬度应选择在维氏硬度(HV)500~600。
二、刮刀片的安装及刮刀检查
1、刮刀片的安装
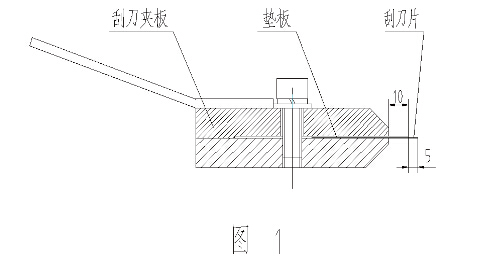
刮刀片的长度应大于印刷版辊长度,一般长度为版辊长度L+20~30mm为宜,多余的长度是留出刮刀窜动量,并防止版辊两端面甩墨现象的发生。安装刮刀片时,刮刀片装于垫板下方,刮刀片伸出垫板约3~5mm,刮刀垫板伸出刮刀夹板约8~10mm。刮刀片安装时先拧紧中间的螺丝,再逐渐往外按照对称的方式逐个拧紧。最好是一边拧螺丝,一边用棉纱夹紧刮刀片和垫板用力向一侧拉,这样装成的刀片比较平整。在装刀片的过程中注意不要让任何硬物碰到刀口,否则很可能使刀片损伤。刮刀片安装效果参照图1.
2、刮刀检查
在印刷过程中,如果发现印刷成品同一颜色左右两端颜色深浅不一,一般就要检查刮刀底板水平度是否达到0.05~0.08mm。如果刮刀底板的水平度太差,在刮墨刀压版时就会造成刮刀左右压力不一致,从而影响印品质量。印刷过程中,如果发现印刷大面积实地的产品出现墨层厚度不一、刮墨不干净等印刷缺陷时,就应检查刮刀片是否安装平整,检查刮刀片有无翘曲现象。刮刀夹板平整度对印刷成品影响很大,检查刮刀夹板平整度一般采用对光检验法,抬起刀架对光检查,如发现刮刀片有水波纹现象或有褶皱纹,就应重新安装刮刀片或更换刮刀夹板。
三、刮墨系统的调整
1、刮刀压力的调整
一般来说,刮刀加在版辊上的压力是根据需要进行设定的,通常气源压力是0.2~0.3Mpa。控制的原则是在不影响印刷质量的前提下尽量降低刮刀压力。刮刀压力越大,印版滚筒与刮刀之间的摩擦力越大,容易损坏刮刀和版辊。影响刮刀压力的因素有印刷速度、版辊加工精度,刮刀自身加工精度、油墨黏度、刮刀接触角等。一般来说,印刷速度越快,需要的刮刀压力相应也越大。在相同的刮刀角度下,刮刀压力越大其刮墨性能越好。
2、刮刀接触角的调整
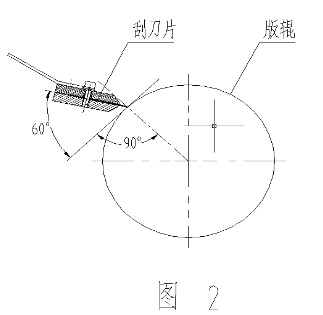
刮刀接触角即刮刀片和版辊接触点的切线与刮刀片之间的夹角,一般为30o~65o,提高接触角,容易将版面的油墨刮净使图文清晰,但可能产生油墨层过薄、印刷油墨光泽差等现象,还容易磨损刮刀、损伤版辊。反之降低接触角度,印刷墨层厚重,印品光泽好,图文边角容易模糊,同时油墨中的杂质容易带入刮刀与版辊接触处,引起印刷刀丝等印刷加工故障。刮刀与版面的接触角度一般为60O,这个角度能够保证刮刀将印版滚筒表面多余的油墨刮干净,如图2所示。
四、版辊对刮墨系统的影响
1、版辊动平衡
通常情况下,版辊在制版厂加工过程中都要进行动平衡测试,但随着印刷幅面的扩大,空心版辊的加工技术日渐完善,其使用频率也越来越高,但由于其腔体内无支撑,空心版辊局部受到外力作用时,其动平衡就会受到较大影响。对印刷企业来说,测试版辊动平衡的方法为:上好版辊后用千分表测试版辊跳动情况,跳动误差在±8μm范围内即可进行生产。若超出正常范围,则会导致刮刀刮墨不净,造成脏版。通过加大刮刀压力可以暂时解决这一问题,但不会从根本上消除,并会影响刮墨系统的使用寿命。
2、版辊表面的抛光质量
质量好的版辊面洁净、无毛刺,网穴清晰,网穴内无杂质。这样在印刷过程中才能保证版辊不会对刮墨刀造成损伤。印品上若时有刀线出现,基本上可以认定是版辊存在抛光质量问题。解决办法为:取下印版,用800~1200目的水磨砂纸对版面进行全部或局部打磨,完毕后,用细毛刷蘸清水刷洗版面,清理好网穴即可。
总之,出现上述问题后,要对各相关因素进行逐一排查,根据不同的情况分别予以解决。