

为解决纸塑铝多层共挤挤出复合生产线的生产效率及能耗问题,本文经过分析、实验与验证,研发设计并提出基于高速智能化温度及运行控制系统、共直流母线技术的传动系统。经验证,本文研制的纸塑铝多层共挤挤出复合新型生产线具有生产效率提高和节能等优点。
挤出复合机是生产食品软包装材料的主要生产设备之一,它将热塑性塑料在挤出复合机中熔融,从扁平机头中呈薄膜状均匀流出并连续涂复在基材上,经复合制成多层复合薄膜。我国在上世纪80年代后期开始对纸塑铝多层共挤出复合设备进行研究,但由于核心关键技术研发水平有限,生产机械普遍存在数字化控制程度不高、运行不稳定、生产效率低下、能源消耗大等缺点,基本上是分散控制,产品附加值不高,高端控制元器及控制系统主要依赖进口,特别缺乏针对数控机械的机、电、气、液、控一体化特点进行的系统智能化集成。基于这一现状,本论文提出研发基于高速智能化温度及运行集成控制系统、共直流母线技术的传动系统,来提高挤出复合机的生产效率及降低生产过程能耗,最终提高挤出复合薄膜的产量、降低制造成本。
一、高速智能化系统研发设计
1、高速智能化温度及运行控制系统
本生产线控制系统的功能主要是独立且精确控制各设备的温度和动作过程,要求有手动和自动两种操作方式。为了实现系统的控制要求,提高系统可靠性,控制系统由可编程控制器(PLC)系统和上位计算机连网组成,其组成结构图如图1所示。PLC完成各设备的动作和温度控制,即实现设备的位置、温度等现场数据的实时采集,同时向上位机传送这些数据并根据接受的指令和传感器反馈信号等,实现对各设备动作和温度的闭环控制。同时,本生产线中所有的张力控制运算和逻辑运算等都由 PLC来处理。上位计算机包括管理层计算机和工程师计算机,负责整个系统的监测、控制和管理。通过人机对话进行参数和指令程序的设定、编辑和修改,将PLC传送上来的数据以各种图表、曲线等进行实时显示,以利于系统的维护与故障诊断。从控制精度、扫描速度以及系统维护性等方面考虑,PLC采用SIEMENS公司的 S7‐300 系列PLC和相关I/O模块。
.jpg)
图1 生产线控制系统组成结构图
本系统的人机界面与 PLC 控制系统及驱动系统通过Profibus 总线组成一个可靠的实时控制系统总线,最高速度可以到达 10Mbps。而由于温度控制系统与人机界面之间的通讯数据量大,各个站点分布在移动平台上,造成布线困难,且电磁环境复杂,容易受到变频器的干扰,所以本系统采用基于工业以太网的 MODBUS/TCP 总线来组网。工业以太网速度快,抗干扰能力强,容易低成本扩展。Modbus/TCP 是 Modbus 的延伸,它基于以太网和标准 TCP/IP协议,直接应用第四层。它定义了一个结构简单的、开放和广泛应用的传输协议,用于主从式通信。在本控制系统中,现场中央控制人机界面作为一个 MODBUS/TCP 的主站,每台挤出机都作为一个 modbus/TCP 的从站,通过以太网进行数据传输。在使用远程维护功能时,也可以通过以太网进行程序更新。
本系统通过一个网关将通讯系统的局域网连接到生产现场的管理层局域网或是广域网。管理人员可以使用 Windows 的IE浏览器,即可访问到感兴趣的生产数据。系统内含有安全管理模块,可以设定最多 8 个操作级别,每个操作级别可以设定多个用户。每个用户在登录后,根据不同的授权,可以进行相关的操作或是浏览数据。同时,系统会生成一个事件记录,将每个用户的登录信息进行记录。
本系统舍弃了 Modem 拨号方式的远程连接模式,而采用了基于ADSL网络的远程维护系统。厂家不仅能对 PLC程序也可以对人机界面和温控模块的程序进行远程更新和维护,大大提高了检修的速度和方便程度。
温度控制对于挤出机来说是非常关键的,温度控制不良,会直接影响到挤出均匀度与淋膜品质。因此,为了保证控制精度,本系统将温度控制系统完全从 PLC控制系统中独立出来,采用专业的温度控制模块,每个模块都有独立的运算 CPU,再通过以太网将数据传输到人机界面,这样既保证了高质量的温度控制要求,又满足了工艺数据的集中设定显示以及保存的要求。
2、共直流母线技术的传动系统
纸塑铝多层共挤复合设备一般含有两台放卷机,为维持放卷机的张力,放卷机的传动电机需发生制动,而国内的纸塑铝多层共挤复合设备中放卷机通常采用在电机的变频器中配备制动单元和制动电阻来实现,变频器通过短时间接通电阻,使制动产生的电能以热方式消耗掉。这种消耗电能的方式致使传统的纸塑铝多层共挤复合设备能耗大,生产成本高。
共直流母线技术是在多电机交流调速系统中,采用单独的整流/回馈装置为系统提供一定功率的直流电源,调速用逆变器直接挂接在直流母线上。当系统工作在电动状态时,逆变器从母线上获取电能;当系统的发电功率大于电动功率时,制动引起的再生能量通过母线及回馈装置直接回馈给电网,从而达到节能目的。
本项目的共直流母线控制系统由整流/回馈单元、公共直流母线、逆变器等组成。如图2所示。主回路部分为交直电压型,功率单元采用IGBT组件。本系统采用一套整流/回馈单元供应多台逆变器,每台逆变器的直流母线均并联在一起。每个电机都用单独的逆变器驱动。因此逆变器反馈的能量可以彼此再生利用。所有逆变器能量不足的部分再由整流桥提供,由交流电源供电,因此这种应用方式节电率最高。同时可以提高设备运行可靠性,减少设备维护量和设备占地面积。
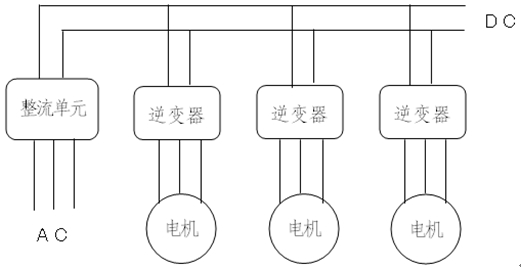
图2 公共直流母线系统结构图
整流/回馈单元把交流电源转换为电压稳定的直流电源,即使在逆变器能量回馈到电网时,该电压在规定范围内仍保持恒定,其原理如图3所示。该整流/回馈单元使用IGBT的四象限运行,可以避免由于电网故障等引起的逆变器换向失败。

图3 整流/回馈单元的原理图
逆变单元把电压稳定的直流电源转化为电压、频率可调的交流电源,以满足电机平滑调速的目的。其原理如图4所示。

图4 逆变器原理图
本生产线的控制系统采用共直流母线技术后,解决了多电机间电动状态和发电状态之间的矛盾,放卷机产生的电能回馈至电网,用于驱动收卷机的运行,运行后节电效果明显,节电率达40%(辅机)。同时采用共直流母线控制系统后,各电机运行特性较好,电机的转速降低,使电机轴承、断面密封等部件不易磨损,且由于变频器功能强大,可靠性高,使得机械故障、电器故障减少,设备寿命延长,从而大大减少了设备维修工作量和费用。
二、生产线效能分析
1、效率分析
本研究项目以三层共挤复合材料LDPE10μm-LDPE10μm-EAA7μm、EAA7μm-LDPE12μm-LDPE12μm分组进行生产过程检测,主要对生产速度、机械速度、生产产量、生产效率方面进行分组测试、实验与分析,具体生产指标对比见表1。
表1 传统型生产线与新研发生产线的生产工艺指标对比一览表
|
项 目 |
传统型三共挤生产线 |
新研发三共挤生产线 |
对比增幅(%) |
||
|
速度参数(m/min) |
生产速度 |
120~150 |
240~260 |
+73.3~100 |
|
|
机械速度 |
160~200 |
280~300 |
+50.0~75.0 |
||
|
温度偏差(℃) |
±7 |
±1 |
-600 |
||
|
生产产量 (kg/h) |
第1组 |
C |
138.8 |
208.5 |
+50.2 |
|
D |
217.2 |
326.1 |
+50.1 |
||
|
E |
152.7 |
229.7 |
+50.4 |
||
|
第2组 |
F |
147.6 |
221.8 |
+50.3 |
|
|
G |
215.7 |
325.9 |
+51.1 |
||
|
H |
232.9 |
343.6 |
+47.5 |
||
|
生产效率 |
68.6~71.2 |
94.8~98.3 |
+38.2 |
||
*三层共挤复合材料第1组为:LDPE10μm-LDPE10μm-EAA7μm,第2组为:EAA7μm-LDPE12μm-LDPE12μm,挤出量以单机最大值计,生产效率以连续生产同一产品在同一时间内单位产量计算(注:生产效率=[生产实际产量×实际生产时间]÷[设计产量×生产总时间] ×100%)。
上述检测数据及对比实验表明,随着智能化程度的提高,特别对于温度控制系统、速度PLC伺服系统等实现高度精准控制,加上机械速度提高超过50%,生产产量提高了47.5%~51.1%,纸塑铝多层共挤挤出复合生产线的生产效率也大大提高。
2、节能分析
本研究项目同样以三层共挤复合材料LDPE10μm-LDPE10μm-EAA7μm、EAA7μm-LDPE12μm-LDPE12μm分组进行生产过程检测,主要对加热系统、挤出系统和辅机系统的电流、使用功率进行测试,与传统型生产线电机功率进行对比及节能分析见表2、表3。
表2 传统型生产线与新研发生产线的生产过程能耗对比一览表
|
项 目 |
传统型三共挤生产线 |
新研发三共挤生产线 |
||
|
装机功率 |
实际有用 |
装机功率 |
实际有用 |
|
|
加热系统(KW) |
600 |
550 |
420 |
235 |
|
挤出系统(KW) |
550 |
450 |
450 |
270 |
|
辅机系统(KW) |
100 |
本文系包装前沿网(pack168.com)独家供稿,禁止转载、拷贝,违反者包装前沿网将追究其人和单位的法律责任。有疑问请致电020-85626447。
| ||