

摘要:黄山永新引进消化吸收的活性炭纤维全自动回收乙酸乙酯溶剂工艺,每年可产生经济效益2590万元,同时减少了大气污染物的排放,具有非常重要的环保意义。本文详细介绍了乙酸乙酯回收工艺及装置,并对回收溶剂的成分、颜色和使用做了详细分析。
挥发性有机化合物(Volatile Organic Compounds,VOCs)是大气主要污染物之一,除能对人体的神经及造血系统造成极大的危害外,扩散到大气中的VOCs,在太阳光紫外线的作用下与NOx 发生光化学反应,生成的以臭氧为主要成分的光化学氧化剂会对人类及生态环境产生严重的影响。上世纪40 年代初发生在洛杉矶的光化学烟雾事件以及1970年在日本东京发生的光化学烟雾事件,都与碳氢化合物产生的光化学氧化物有关。
在包装印刷生产中,由于大量使用的溶剂型油墨含有50%~60%的挥发性成分,如果加上调油墨粘度所需的稀释剂,那么在印刷干燥时,挥发性组分的总含量为70%~80%,由此产生了一定量的废气。
目前有关治理废气、回收溶剂主要涉及到两个方面:一是生产厂尾气中所含有机溶剂的回收;二是使用单位所排放出的溶剂的回收。回收排放出的溶剂具有重要的意义,既减少了对环境污染和对人身的危害,又可使溶剂得到再利用,降低生产成本。我公司通过大量研究,引进消化吸收活性炭纤维全自动回收溶剂乙酸乙酯工艺,采用大风量、低浓度废气治理新技术,取得了良好的经济和环境效益。
一、乙酸乙酯回收工艺
1. 乙酸乙酯的分子结构、性质与用途
乙酸乙酯是乙酸中的羟基被乙氧基取代而生成的化合物,结构简式为CH3COOCH2CH3,相对分子质量88.11,其分子结构如图1所示:
图1 乙酸乙酯的分子结构
乙酸乙酯是一种无色液体,有水果香味,沸点77℃。它能与醇醚互溶,微溶于水,比水轻。易燃,与水在一定条件下水解成对应的醇和酸,在稀硫酸条件下加热,发生可逆反应生成乙醇和乙酸,反应不够完全。在氢氧化钠溶液中加热,水解相当完全,生成乙酸钠和乙醇。其相对密度(水=1)为0.894-0.898,微溶于水,25℃时在水中溶解度为8.08%(wt);水在醋酸乙酯的溶解度为3%左右。
2、乙酸乙酯的回收工艺
我公司对乙酸乙酯回收采用吸附——水蒸汽冷却——溶剂回收净化的工艺,具体流程如下:

其回收装置包括集气装置、净化装置等,如图2所示:

图2 乙酸乙酯回收装置图
二、回收装置废气处理能力
表1 回收装置的排气浓度
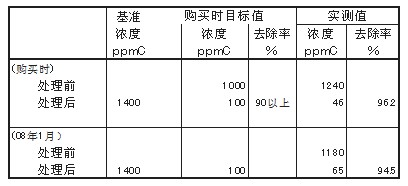
表1为回收装置的排气浓度。经测算发现,回收装置刚购买时,处理废气能力很强,废气去除率高达96.2%,高于目标值90%。回收装置使用半年后,废气去除率为94.5%,净化效果随时间延长有下降趋势,但依然很好。
三、回收溶剂的质量状况
1、回收溶剂的成分
回收溶剂中除主要成分乙酸乙酯外,还含有印刷油墨、溶剂等,具体成分如表2所示:
表2 回收溶剂的分析结果
|
化合物名称
|
质量百分比(%)
|
|
乙酸乙酯
|
96.225
|
|
甲基环已烷
|
0.284
|
|
丙酮
|
0.627
|
|
异丙醇
|
0.088
|
|
乙醇
|
0.069
|
|
醋酸
|
0.559
|
|
n-丙醇
|
0.039
|
|
其他
|
0.108
|
|
水
|
2.000
|
由表2中各物质的质量百分比可以看出,回收溶剂的主要成分为乙酸乙酯,占总物质的96.225%。
2、回收溶剂的颜色
回收乙酸乙酯与新乙酸乙酯的颜色对比如图3所示。由图可见,回收的乙酸乙酯在颜色上有些发黄。
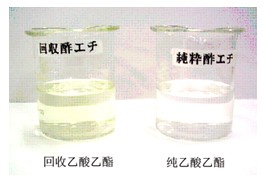
图3 回收乙酸乙酯与纯乙酸乙酯的颜色比较
我们将回收的乙酸乙酯与新(纯)乙酸乙酯分别与不同主剂与固化剂混合不同时间后,观察混合物的颜色,具体如图5、图6、图7和图8所示:
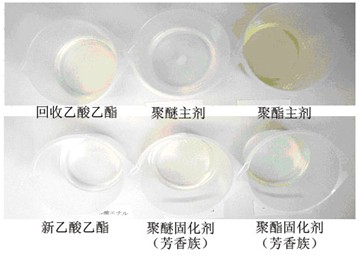
图4 混合前各物质的颜色
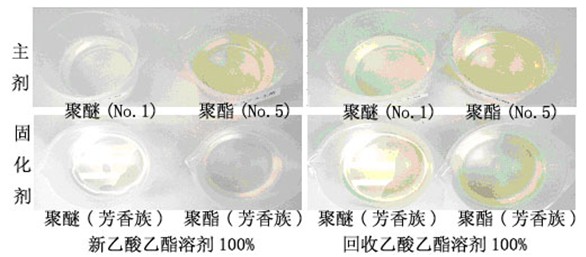
图5不同主剂、固化剂和乙酸乙酯溶剂混合(速后)后的颜色(混合比率1:1)
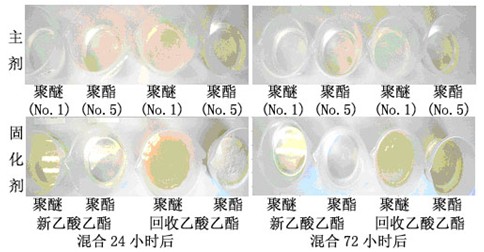
图6 不同主剂、固化剂和乙酸乙酯溶剂混合后经过一段时间后的颜色
图7 脂肪族固化剂和乙酸乙酯溶剂混合后的颜色
由图4~图7可知,回收乙酸乙酯溶剂无论是与聚醚还是与聚酯混合,混合液颜色均有点发黄,但与脂肪族固化剂混合后,混合液颜色无明显变化。
在25℃的恒温条件下,将回收乙酸乙酯与新(纯)乙酸乙酯分别与粘合剂混合,混合物的粘度以及外观随时间变化如表3所示:
表3 回收乙酸乙酯与粘合剂混合后的粘度随时间变化情况
|
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请作者持权属证明与本网联系,我们将及时更正、删除,谢谢!热线:13316078351。
凡本网注明"来源:包装前沿网"的所有作品,版权均属于包装前沿网,转载请必须注明来源包装前沿网,http://www.pack168.com。违反者本网将追究相关法律责任。
|